

Автоматизація існуючих деревообробних підприємств
Ціну уточнюйте
- В наявності
- Код: Автоматизація
- +380 (97) 220-02-70
- +380 (63) 863-73-03

АВТОМАТИЗАЦІЯ ВИРОБНИЧИХ ПРОЦЕСІВ У ДЕРЕВООБРОБНИХ ВИРОБНИЦТВАХ
Механізацією називається спосіб виконання технологічного процесу машинами і механізмами. Механізація може бути частковою, коли механізується тільки одна частина рухів (затиск заготовки за допомогою пневматичного циліндра, прискорене підведення супорта і ін.), Або комплексне, коли механізуються всі рухи. При комплексній механізації працівник (оператор) тільки керує верстатом або агрегатом, не докладаючи фізичних зусиль для затискання заготовок і зняття деталей, підведення і відведення інструменту, здійснення подачі.
Автоматизація виробництва передбачає заміну ручної виконання операцій технологічного процесу автоматичним керуванням, яке виконуються без участі оператора, але під його контролем. Автоматизація виробництва також може бути частковою і комплексне: при частковій автоматизації тільки окремі частини технологічного процесу виконуються на автоматичному обладнанні, при комплексній автоматизації виробництва весь технологічний процес виготовлення виробу здійснюється автоматично діючими верстатами або агрегатами, пов'язаними єдиною системою керування. Саме керування також здійснюється автоматично за допомогою програмних пристроїв або електронно-обчислювальних машин. Комплексна автоматизація технологічних процесів призводить до створення автоматичних потокових ліній, автоматизовуваних цехів і заводів.
Автоматизація виробничих процесів - основний і найбільш прогресивний напрямок сучасного технічного розвитку. При впровадженні автоматизації на виробництві досягається максимальні зростання продуктивності, значно поліпшуються умови праці робітників і підвищується якість продукції.
Першим кроком до автоматизації виробництва є організація технологічного процесу за потоковим методом. Потокова організація виробництва передбачає суворо впорядковане переміщення заготовок від одного робочого місця до іншого. Для цього необхідне обладнання та робочі місця розташувати послідовно по ходу технологічного процесу і закріпити за кожним верстатом і робочим місцем певну операцію.
Рух всієї маси оброблюваних заготовок і деталей на верстатах і робочих місцях даного виробництва називають виробничим потоком. Технологічну лінію, об'єднання єднану одним виробничим потоком, називають потоковою лінією.
До складу потокової лінії входять: верстати та обладнання, які виконують основні технологічні операції; транспортне обладнання, що забезпечує переміщення матеріалу від операції до операції: транспортери, живильники; накопичувачі.
Залежно від ступеня механізації і автоматизації потокові лінії поділяють на лінії з немеханізованим і механізованим транспортом, напівавтоматичні та автоматичні. Залежно від характеру виконуваних робіт потокові лінії бувають розкрійні, лінії машинної обробки, складальні і оздоблювальні.
У потокових лініях з немеханізованим транспортом передача матеріалу з одного верстата на інший здійснюється вручну або на візках і вагонетках. У всіх інших потокових лініях транспортування матеріалу від верстата до верстата – механізоване.
На механізованих потокових лініях завантаження та обробка матеріалу на верстатах здійснюється за участю людини. Напівавтоматичні лінії працюють також за участю людини, але частка її праці невелика. В основному вручну виконують тільки роботи із завантаження першого верстата і знімання деталей з останнього, а також роботу, пов'язану з індивідуальним обслуговуванням верстатів.
В автоматичній лінії верстати пов'язані між собою безпосередньо транспортними пристроями і мають єдиний механізм управління. Всі технологічні, завантажувально-розвантажувальні, транспортні та контрольно-сортувальні операції виконуються без безпосередньої участі людини. На частку людини залишається лише функція контролю за роботою системи керування.
За конструкцією верстатів, що входять в потокові лінії, верстатні лінії можуть комплектуватися або з універсальних верстатів загального призначення з використанням агрегатних силових головок, або зі спеціалізованих верстатів.
Для механізації таких операцій, як подача матеріалу до верстата, завантаження верстата, укладання оброблених деталей у пакети, промисловість випускає спеціальні подавачі, укладальники, гідравлічні підйомні столи та інші механізми.
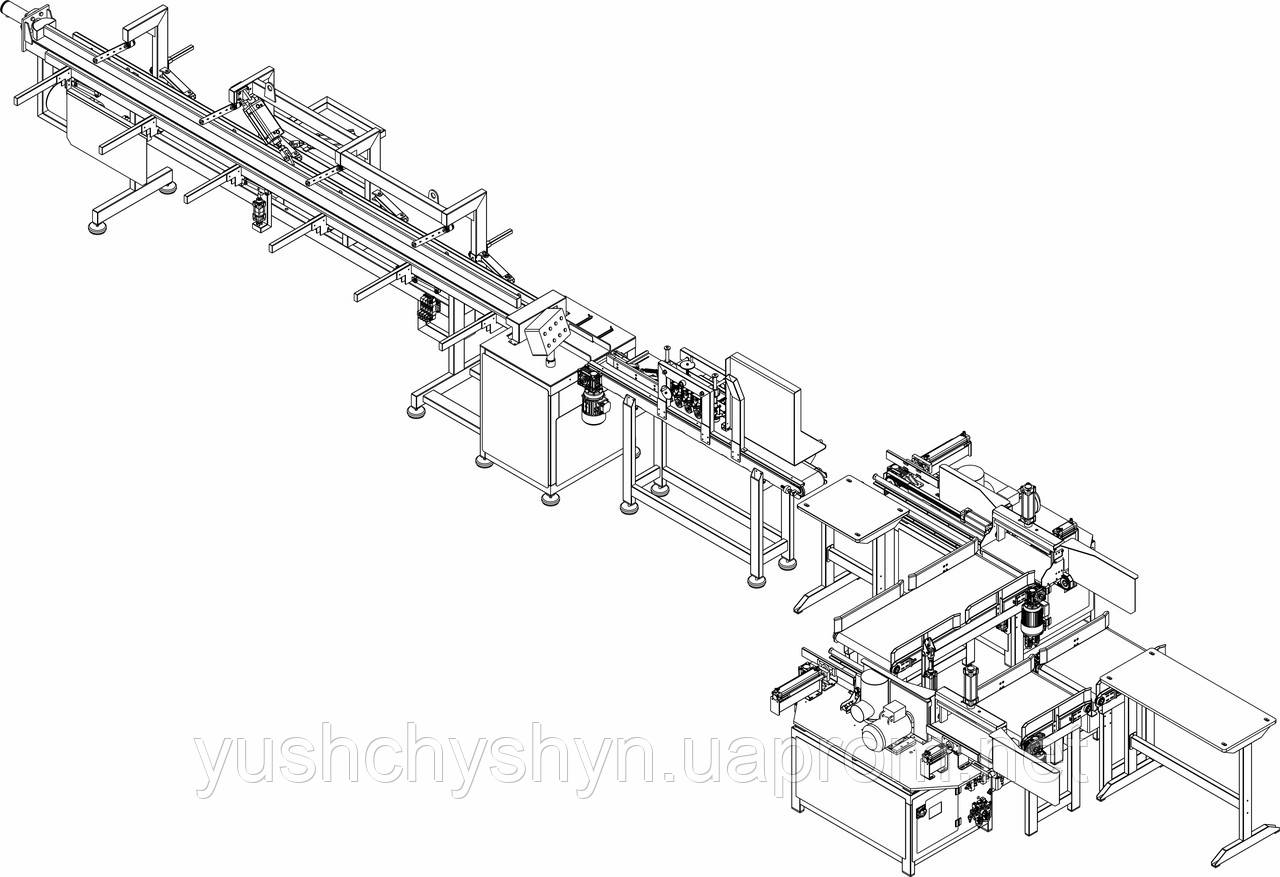
Для прикладу можна розглянути схему автоматичної ліні поздовжнього зрощування деревини (Рис.1). Лінія складається з допоміжного рольгангу (1), "Сухого" шипоріза (2), "Мокрого" шипоріза (3), проміжного конвеєра (4), подавача заготовки (5) та преса зрощення по довжині (6).
Пакет із довжиною ламелей від 200 до 700 мм заготовок укладається оператором на допоміжний рольганг (1), або безпосередньо на конвеєр сухого шипоріза (2). Натисканням кнопки (чі педалі), пакет заготовок затискається та у затиснутому вигляді торцюється та на нарізується шип (з одного боку заготовки). Після нарізання пакет заготовок автоматично передається на мокрій шипоріз"(3), де пакет обробляється аналогічно, лише в кінці нарізання на торець пакету наноситися клей. Після закінчення нарізання заготовки пакету послідовно подаються на проміжний конвеєр (4), який у свою чергу подає їх у подавач (5). Метою роботи подавача є правильне формування деталі, т. з. правильне входження заготовок шип-у-шип. Таким чином попередньо сформована деталь подається на прес поздовжнього зрощення (6) де безпосередньо відбувається процес зрощення по довжині. У тієї самий годину, на початку лінії на сухому шипорізі (2) оператор може розпочинати нарізання наступного пакету заготовок, і на момент подачі наступного пакету у прес (6), останній закінчить зрощення, висуне зрощену деталь на приймальні полиці, та буде очікувати наступної подачі заготовок.
Подібну лінію зрощення обслуговує двоє людей. Якби зрощення відбувалося на окремо стоячих верстатах, то для забезпечення подібної швидкості обробки деревини, необхідно було б задіяти 4-5 працівників.

Рис.1 Схема автоматичної лінії поздовжнього зрощення деревини
| Основні | |
|---|---|
| Країна виробник | Україна |
| Додатковий сервіс | Сервісне обслуговування, Установка |
| Стан | Новий |
| Користувальницькі характеристики | |
| Виробник | NASTO |
- Ціна: Ціну уточнюйте